Share & grow the world's knowledge!
We want to connect the people who have knowledge to the people who need it, to bring together people with different perspectives so they can understand each other better, and to empower everyone to share their knowledge.
Create A New AccountLatest News & Updates
Discy Latest Articles

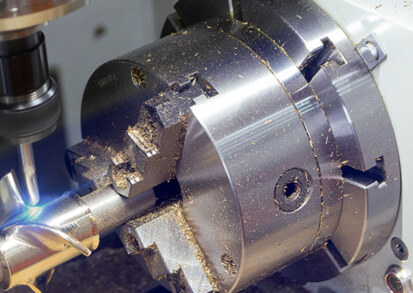
How to pour silicone compound mold ring parts
The ring part refers to the part with most hollow structure in the middle and the material part is closed. In some assembled products, there are more ring parts. It also represents a large type of part in the complex ...

What methods can be used to process gear prototype parts
Gear parts are needed in some products. In order to design gears, prototypes of gear parts are generally required. Then, what methods can be used to process gear prototype parts? The following 3d-printing-china.com is here to introduce you. 1. Cnc ...

Common Problems And Solutions Of FDM 3D Printing Products
3D printing enthusiasts often encounter some problems when using FDM 3d printing machine. Today we will take inventory, analyze the reasons and provide solutions. 01 Model drawing When the nozzle is empty, the middle path does not need to extrude ...
CNC precision machining should pay attention to technical operation and maintenance
At present, in the process of controlling different processing technologies, computers can play a very important role, and some tools for numerical control technology, or some mutual mold selection and design are very important, the introduction of CNC precision ...

What are the types of cnc parts processing and how to do a good job clamping workpiece?
When starting medical machining, the operator should adjust the feed speed to a very small value, execute in a single block, concentrate on positioning, dropping the tool, and inserting the tool quickly. Put the hand on the stop button and stop immediately if there is a problem, pay attention to the direction of the tool movement. To ensure safe feed, then slowly increase the feed speed to a suitable level, and at the same time add coolant or cold air to the tool and the workpiece. (more…)

The diversity of CNC prototype model processing methods?
The diversity of CNC prototype model processing methods?
Do you know the CNC prototype model? The following Pingte precision hardware parts processors will explain to you!
With the gradual growth of the prototype industry, the manufacturing process has also been updated day by day. There are 3D printing and silica gel casting. But CNC machining is still the most common way to produce parts. At present, the common methods of CNC machining prototype models are as follows: (more…)

If you want to do a good job of non-standard design, these points must be mastered!
Non-standard parts refer to the special non-standard parts that the country does not have mass production, but various departments of the national economy do need special non-standard parts. (more…)

Key Technologies of CNC Machining Services for Cloud Manufacturing
With the in-depth development of information technology in the manufacturing industry towards networking, intelligence and service, the concept of cloud computing has been introduced into the manufacturing industry, resulting in the concept of cloud manufacturing. Cloud manufacturing is a new ...

How is the quality of the cutting section of the metal laser cutting machine?
When understanding the types of cutting machines, the metal laser cutting machine has become a product with good results. In the process of grasping this product, people can understand that the quality of the cut section processed by the product ...
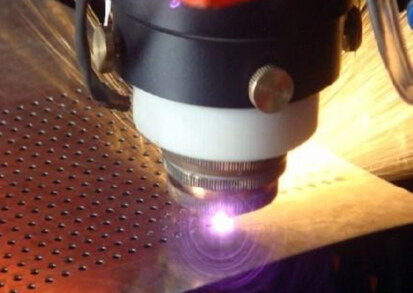
What are the characteristics and advantages of the new fiber laser cutting machine
At present, the newly developed fiber laser cutting machine equipment has great practical advantages in use, and has gradually become a more popular cutting equipment in the current processing market. The cutting process is a very basic process in sheet ...

What are the requirements for gravity casting cooling, why is there a problem of looseness?
The production and machining of many products require the process of gravity casting, and Dongguan gravity casting is a more commonly used casting process nowadays, but there is not a lot of learning about gravity casting. The following editor will ...

How to understand the sales price of laser cutting machine
Many users will inquire about the price of the laser cutting machine when purchasing the material-cutting laser cutting machine. The following is an analysis of the price of the laser cutting machine, because the technology now breaks the monopoly of ...
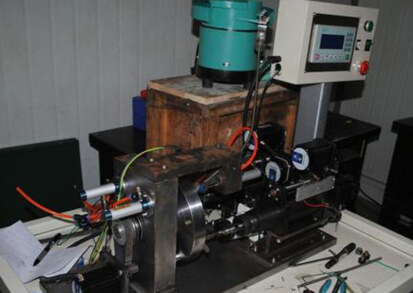
What are the main reasons for the instability of the tapping machine?
The tapping machine has high speed and high precision. It can detect the tapping with a tooth gauge and can run continuously at high speed. The motor is robust and can be automated. One person can operate multiple devices at ...

Matters needing attention when optimizing drilling and tapping center machines
Use drilling and tapping center machines for mold processing. If you want to achieve higher power and precision requirements and better appearance quality, you must choose from machine tool selection, tool holder selection, tool selection, processing plan, program generation, and ...

It can avoid the sticking of the glass engraving machine
In terms of name, the glass engraving machine is very similar to the engraving machine, but in fact there are many differences. From the functional point of view, there are some overlaps with the engraving machine, but generally speaking, the ...

Three major parts that need to be paid attention to when designing Taiwan-group gantry machining center
Taiqun gantry machining center is a kind of machine tool with a wide range of uses. It is a kind of equipment with a portal frame and a horizontal long bed. It can use multiple milling cutters to machine the ...
The working process and daily maintenance method of glass engraving machine
The glass engraving machine is a kind of CNC machine tool, which is mainly used in the fine processing and special-shaped cutting of various ultra-thin glass. With the development and demand of the electronic consumer market in the future, more ...
Analyze the different feeding methods of double-end grinder
The machining accuracy that can be achieved by the double-end surface grinder is the first choice for machining workpieces that require high parallelism, size, and surface roughness of the top and bottom of the machined parts. The big difference between ...

The advantages and precautions of the use of the two-jaw chuck for the rear pull oblique column
The two-jaw chuck of the back-drawn oblique column can upgrade the original equipment, optimize the traditional multi-clamping and multi-sequence processing mode to a single-clamping multi-sequence processing mode, improve the automation degree of the original equipment, and improve the processing accuracy ...

For the use of section steel cutting machines, users of these safety rules must remember to follow
The section steel cutting machine is a very powerful large-scale processing equipment, which can complete the cutting of the length of the section steel workpiece, the bevel of the web and wing plate, the wedge lock and the bolt hole ...

What problems should the machining center pay attention to when processing composite materials?
What problems should the machining center pay attention to when processing composite materials? In the processing of these composite materials, we have to process them according to the types of composite materials. Here is a brief introduction to some of ...

How to adjust the accuracy of CNC lathes is a very important thing
The CNC lathe is a precision lathe with high precision, high rigidity, high speed, high efficiency and high cost performance. Adopt horizontal flat guide rail structure, resin sand casting, good rigidity; guide rail quenching and fine grinding, precision and precision ...
What is the difference between precision stamping and ordinary stamping of CNC lathes
The precision stamping of a CNC lathe is essentially different from ordinary stamping. Precision stamping refers to various materials stamped out by a precision punching machine. These precision stamping parts themselves have higher precision requirements than ordinary stamping, such as ...

The Status Quo Of CNC Machine Tools In China And The Main Problems In The Development
In today’s world, industrially developed countries attach great importance to the machine tool industry, and are racing to develop advanced machine tools of mechatronics, high precision, high efficiency, and high automation in order to accelerate the development of industry and ...

The Essence Collection Of CNC Machining Programming Experience
The speed of the white steel knife should not be too fast. For coppersmiths, use white steel knives less frequently, and more use flying knives or alloy knives. When the workpiece is too high, you should use different length cutters ...

CNC Machining And Flexible Manufacturing
In 1946, the University of Pennsylvania in the United States successfully developed the world’s first electronic computer, which provided humans with tools that could enhance and partially replace mental labor, laying the foundation for the evolution of human society into ...

12 Experience Summaries Of CNC Machining
Due to the complexity of CNC machining (such as different machine tools, different materials, different tools, different cutting methods, different parameter settings, etc.), it is determined that CNC machining (whether machining or programming) reaches a certain level. It must take ...
Some Knowledge About The Use Of CNC Machining Carbide Tools
In addition to end mills and some end mills and cemented carbide as milling cutter materials for milling stainless steel, the other types of milling cutters are made of high-speed steel, especially tungsten-molybdenum series and high-vanadium high-speed steel, which have ...
Femtosecond Laser Technology For Medical Used
As a laser manufacturing company, we are often asked questions related to femtosecond laser surgery in ophthalmology. These questions typically involve the safety and precision of the surgery and the role we play as laser equipment providers. Next, let me ...
Basic Definition Of A Multi-Axis Machine
Multi-axis machining is a manufacturing process in which tools can be moved in 4 or more ways or directions to create parts that require precision machining, providing innovative and efficient solutions for complex geometric parts. This article will take a ...

Why Are Some Metal Parts Produced By Forging Rather Than Other Machining Methods?
First of all, we have to clarify what are the main metal CNC machining methods in current industrial production. Generally speaking, metal CNC machining methods are mainly divided into 4 categories: Casting: Metal Casting is the heating and melting of ...
how to operate cnc machine
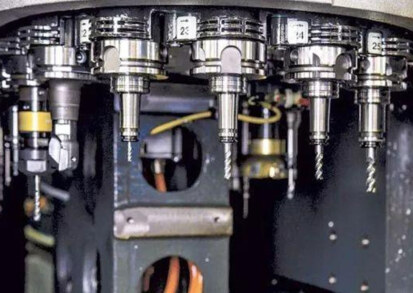
The first step: must be an excellent craftsman CNC machine tools integrate drilling, milling, boring, reaming, tapping and other processes. The technical literacy requirements of the craftsman are very high. Numerical control program is to use computer language to embody the process of processing teRead more
The first step: must be an excellent craftsman
CNC machine tools integrate drilling, milling, boring, reaming, tapping and other processes. The technical literacy requirements of the craftsman are very high. Numerical control program is to use computer language to embody the process of processing technology. Craft is the basis of programming. If you don’t understand the craftsmanship, you can never say that you know how to program. In fact, when we choose the profession of mechanical cutting, it means that the early career is difficult and rough. The basic knowledge learned in the university is pitiful to meet the needs of the factory. Machining engineers are, to some extent, experienced engineers. Therefore, a lot of time must be spent with the workers, dry lathes, milling machines, grinders, machining centers, etc.; then in the office to compile craftsmanship, estimate material consumption, and calculate quotas. You must be familiar with the performance of various machine tools and the skill level of the workshop masters. In this way, after 2-3 years of practice, you can basically become a qualified craftsman. From my personal experience, I suggest that young college students who have just started to work must learn from the master workers with an humility. Once they can pass on decades of experience to you, you can avoid many detours. Because these experiences cannot be learned from books, the choice of technology is a comprehensive consideration of equipment capabilities and personnel technical capabilities. Without the support and trust of employees, it is impossible to become an excellent craftsman.
Step 2: Proficient in the application of CNC programming and computer software.
I think this is easier. There are only dozens of programming instructions, and various systems are similar. It usually takes 1-2 months to be very familiar. The automatic programming software is a little more complicated, and you need to learn how to model. But for people with good cad foundation, it is not difficult. In addition, if it is manual programming, the foundation of analytical geometry is also good! Scholars are most adaptable to the learning of this knowledge.
Step 3: Be able to operate CNC machine tools proficiently.
This requires 1-2 years of learning, and the operation is very handy. Beginners, especially college students, know how to do it in their hearts, but they just don’t listen. In this process, you must learn: system operation mode, fixture installation, part datum alignment, tool setting, zero offset setting, tool length compensation setting, radius compensation, loading and unloading of the tool and tool holder, and the cutting edge of the tool Measurement of grinding and parts Table) and so on. The ones that best reflect the level of operation are: horizontal machining centers and large gantry (moving beams, top beams) machining centers.
The practice of operation requires savvy! Sometimes there is an artistic conception of “a leisurely heart, but a good point is difficult to talk to you”!
In the CNC workshop, you should calm down and practice hard! Generally speaking, the process from the processing of the first part to the qualified processing accuracy requires the CNC programming technician to complete it in person. You can’t operate the machine proficiently, you can’t pass this level.
See lesswhat is 5 axis machining
The so-called five-axis machining here means that there are at least five coordinate axes (three linear coordinates and two rotating coordinates) on a machine tool, and it can be processed simultaneously under the control of a five-link CNC system. The five-axis linkage CNC machine tool system is thRead more
The so-called five-axis machining here means that there are at least five coordinate axes (three linear coordinates and two rotating coordinates) on a machine tool, and it can be processed simultaneously under the control of a five-link CNC system.
See lessThe five-axis linkage CNC machine tool system is the only means to solve complex curved surfaces such as impellers, blades, marine propellers, heavy generator rotors, steam turbine rotors, and large diesel engine crankshafts. It is a high-tech, high-precision machine tool specially used for processing complex curved surfaces. The machine tool system has a significant influence on a country’s aviation, aerospace, military, scientific research, precision equipment, high-precision medical equipment and other industries. .
How to become a cnc machinist
To become a CNC master (metal cutting), it takes at least 6 years after graduation from university and entering the factory. He needs not only the theoretical level of an engineer, but also the practical experience and hands-on ability of a senior technician. The first step: must be an excellent craRead more
To become a CNC master (metal cutting), it takes at least 6 years after graduation from university and entering the factory. He needs not only the theoretical level of an engineer, but also the practical experience and hands-on ability of a senior technician.
The first step: must be an excellent craftsman.
CNC machine tools integrate drilling, milling, boring, reaming, tapping and other processes. The technical literacy requirements of the craftsman are very high. Numerical control program is to use computer language to embody the process of processing technology. Craft is the basis of programming. If you don’t understand the craftsmanship, you can never say that you know how to program.
In fact, when we choose the profession of mechanical cutting, it means that the early career is difficult and rough. The basic knowledge learned in the university is pitiful to meet the needs of the factory. Machining engineers are, to some extent, experienced engineers. Therefore, a lot of time must be spent with the workers, dry lathes, milling machines, grinders, machining centers, etc.; then in the office to compile craftsmanship, estimate material consumption, and calculate quotas. You must be familiar with the performance of various machine tools and the skill level of the workshop masters. In this way, after 2-3 years of practice, you can basically become a qualified craftsman. From my personal experience, I suggest that young college students who have just started to work must learn from the master workers with an humility. Once they can pass on decades of experience to you, you can avoid many detours. Because these experiences cannot be learned from books, the choice of technology is a comprehensive consideration of equipment capabilities and personnel technical capabilities. Without the support and trust of employees, it is impossible to become an excellent craftsman. Through such a long time of study and accumulation, you should meet the following technical standards and requirements:
Step 2: Proficient in the application of CNC programming and computer software.
I think this is easier. There are only dozens of programming instructions, and various systems are similar. It usually takes 1-2 months to be very familiar. The automatic programming software is a little more complicated, and you need to learn how to model. But for people with good cad foundation, it is not difficult. In addition, if it is manual programming, the foundation of analytical geometry is also good! Scholars are most adaptable to the learning of this knowledge. In practice, the criteria for a good procedure are:
Step 3: Be able to operate CNC machine tools proficiently.
This requires 1-2 years of learning, and the operation is very handy. Beginners, especially college students, know how to do it in their hearts, but they just don’t listen. In this process, you must learn: system operation mode, fixture installation, part datum alignment, tool setting, zero offset setting, tool length compensation setting, radius compensation, loading and unloading of the tool and tool holder, and the cutting edge of the tool Measurement of grinding and parts
Table) and so on. The ones that best reflect the level of operation are: horizontal machining centers and large gantry (moving beams, top beams) machining centers.
The practice of operation requires savvy! Sometimes there is an artistic conception of “a leisurely heart, but a good point is difficult to talk to you”!
In the CNC workshop, you should calm down and practice hard!
Generally speaking, the process from the processing of the first part to the qualified machining accuracy requires the CNC programmer to personally
carry out. You can’t operate the machine proficiently, you can’t pass this level.
The fourth step: Must have a good tooling and fixture foundation and measurement technology level.
I list the tooling fixture and measurement technology separately because it is as important as the accuracy of the machine tool for the quality of parts processing, and it is one of the signs that reflect the level of the craftsman. The entire process system: the accuracy of the machine tool is guaranteed by the machine tool manufacturer, and the tools and cutting parameters are provided by the tool vendor. Generally speaking, there are no big problems. Only the tooling and fixture are specially designed by the technicians for specific parts. Most of the parts on CNC machine tools are
There is a certain degree of difficulty, so there are often unpredictable problems. I have been engaged in CNC machine tool user parts cutting and debugging for more than 10 years, and I have never encountered a fixture that does not need to be rectified.
During commissioning, the first part was unqualified, and more than half of the reasons were caused by the unreasonable positioning of the fixture, the clamping pressure point, and the unreasonable clamping force. The difficulty in analyzing the cause of the fixture is that it can only be qualitative but difficult to quantify. If there is no experience in fixture design and part clamping, the difficulty will be great. In this study, it is recommended to consult the senior technicians who are doing precision jig boring machines. One of the basic skills of machining to accurately measure the level is to be able to use vernier calipers, micrometers, dial indicators, dial indicators, inner diameter lever meters, calipers, etc. proficiently. Sometimes parts processing, three-coordinate measuring machine can not be counted on. Must be measured manually. Imagine that the quantity of parts is not accurate. Which leader or worker will trust you?
It can take a long time to practice measurement techniques!
The fifth step is familiar with CNC machine tools. Proficient in the maintenance of CNC machine tools.
The so-called familiarity with CNC machine tools should:
For the above items, if you don’t have more than 3 years of exercise, I am afraid it is difficult to meet the requirements. And many companies do not yet have the conditions to learn. It is recommended to consult the master of the equipment maintenance department.
I won’t talk about the details of machine maintenance. Each company has its own experience and standards.
The main point of machine maintenance is to “raise”, and you should pay attention to it in normal times (long-term records should be made):
Abnormal, it means that the resistance of the movement pair or the transmission pair has changed, and it is necessary to stop the machine for inspection. Otherwise, over time, it will cause great damage to the machine tool;
Sixth, cultivate good habits and adapt to the characteristics of CNC machining.
(This one is my personal opinion. Whether it is reasonable or not, you can discuss it.)
The masters who are suitable for CNC machining should be humble, rigorous, calm, careful thinking, methodical and independent.
- 1. The processing of some large parts not only has a lot of processing content, but also has the conversion of space three-dimensional coordinates. The calculation of the processing trajectory is very complicated and difficult to determine. If the problem is not considered meticulously and comprehensively, and the calculation is not accurate, the program modification becomes more chaotic when debugging, and the probability of error is greater. “Think twice before acting” is the most appropriate here.
- 2. The part debugging process is a process of multi-person cooperation, including operators, inspectors, fixture design, fixture assembly personnel, etc. When problems arise, you should consult them more, do more experiments, and avoid making arbitrary conclusions. Don’t blame too much on employees who make mistakes, and have a “compassionate” mentality.
- 3. The work of the CNC machine tool is controlled by instructions. When debugging, you must be very clear about the track of the machine tool before pressing the “Start” button. Be rigorous and meticulous, and never let the machine tool move first. Once the program is wrong or the compensation parameters are incorrect, or the wrong coordinate system is selected. From scrapped parts, to serious accidents. Those who are grumpy, clueless, and do not change after repeated instruction are not suitable for the operation of CNC machine tools.
- 4. When there is a problem during debugging and processing, please calm down and never panic, and then misoperation occurs. The psychological quality is better.
- 5. When the parts are unqualified for many times during debugging, the analysis must be organized, and the responsibility must be based on basis. Some relevant departments will give various explanations for various reasons. At this time, you must have your own opinion and remember: it does not matter if you do one thing wrong, but you cannot choose the wrong way to do it.
- 6. A craftsperson always has limitations in technical ability due to environmental constraints. Coupled with the rapid development of technology, there is always room for improvement. When the internal technology of the factory has been digested, we must keep our eyes open and keep up with the advanced processing technology at home and abroad to learn and digest. Be a good adviser to the boss in terms of technology.
See lessLet me tell you a fact: It turns out that our company has more than a dozen user debugging and cutting technologists, all of whom are well-informed and experienced, but none of them has not broken the tool in any year.
what is edm machining
EDM is a machining process that uses a discharge electrode (EDM electrode) with a specific geometry to burn out the geometry of the electrode on a metal (conductive) part. The EDM process is often used in the production of blanking dies and casting molds. Introduction The method of sizing materialsRead more
EDM is a machining process that uses a discharge electrode (EDM electrode) with a specific geometry to burn out the geometry of the electrode on a metal (conductive) part. The EDM process is often used in the production of blanking dies and casting molds.
See lessIntroduction
The method of sizing materials by using the corrosion phenomenon generated during spark discharge is called EDM. EDM is the spark discharge in the liquid medium in the lower voltage range. EDM is mainly done by the machine factory. Electric spark is a kind of self-excited discharge, and its characteristics are as follows: The two electrodes of spark discharge have a higher voltage before discharge. When the two electrodes are close, after the medium between them is broken down, spark discharge occurs immediately. With the breakdown process, the resistance between the two electrodes decreases sharply, and the voltage between the two electrodes also decreases sharply. The spark channel must be extinguished in time after a short period of time (usually 10-7-10-3s) in order to maintain the “cold pole” characteristics of spark discharge (that is, the heat energy converted by the channel energy cannot be transmitted to the depth of the electrode). The channel energy acts on a very small area. The effect of the channel energy can cause the electrode to be corroded locally.
Features
EDM belongs to non-contact processing
There is no direct contact between the tool electrode and the workpiece, but there is a spark discharge gap of 0.1-0.01mm, and the gap is filled with working fluid.
No macro cutting force during machining
During spark discharge, the average value of the local and instantaneous explosive force is very small, which is not enough to cause deformation and displacement of the workpiece.
Can “overcome strength with softness”
Since EDM directly uses electrical energy and heat to remove metal materials, it has little to do with the strength and hardness of the workpiece material, so Tingyi uses soft tool electrodes to process hard workpieces to achieve “softness overcoming rigidity”.
Can process any difficult-to-process metal materials and conductive materials
Since the removal of materials during processing is achieved by the electrical and thermal effects of discharge, the machinability of the materials mainly depends on the electrical conductivity and thermal characteristics of the material, such as melting point, boiling point, specific heat capacity, thermal conductivity, resistivity, etc., but almost It has nothing to do with its mechanical properties (hardness, strength, etc.). This can break through the limitations of traditional cutting tools, and can realize the processing of hard and tough workpieces with soft tools and even superhard materials such as polycrystalline diamond and cubic boron nitride. At present, the electrode materials are mostly red copper or graphite, so tool electrodes are easier to process.
Can process complex surfaces
Because the shape of the tool electrode can be simply copied to the workpiece, it is particularly suitable for processing workpieces with complex surface shapes, such as complex cavity mold processing. In particular, the adoption of numerical control technology has made it a reality to process complex-shaped parts with simple electrodes.
Can process parts with special requirements
It can process parts with special requirements such as thin-walled, elastic, low-rigidity, small holes, special-shaped small holes, and deep small holes. Since the tool electrode and the workpiece are not in direct contact during processing, and there is no cutting force for machining, it is suitable for processing low-rigidity workpieces and micro-processing.
Edit the processing summary of this paragraph
1. Processing Preparation
1. When all workpieces are processed, X¸Y is set at the reference angle. When the insert is processed separately, Z0 is generally placed on the bottom surface of the insert, and when it is processed in the mold base, Z0 is generally placed on the surface of the mold base, with a margin on the top. The CNC operator manually pushes the level before processing. 2. Electrode processing X¸Y should generally be centered on four sides, with Z0 at the bottom, and each electrode must be processed with a reference platform and a reference angle. After the electrode is processed, the corresponding electrode number must be marked immediately. 3. When roughing, try to choose a larger fly cutter to improve work efficiency, and choose an appropriate cutting depth. According to the requirements of the machine tool, it should generally be 0.6~1.0mm, and the step distance is generally 55~75%D, (D is the tool diameter) . 4. Before semi-finish milling, the corners should be fully cleaned to ensure uniform cutting margins, protect the tools and improve work efficiency.
two. Machining allowance and spark gap.
1. The allowance when the part is roughed should generally be no less than 0.5mm, and the semi-finishing allowance should be between 0.15-0.25mm. During finishing, the parting surface must be finely milled, and the material level surface must be uniform. , The rub-through position, the small touch-through position, leave a margin of 0.05~0.1mm. 2. Electrode spark position, rough work is generally 0.7~1.0mm, rough work is generally 0.3-0.5mm, and fine work is generally 0.1-0.15mm.
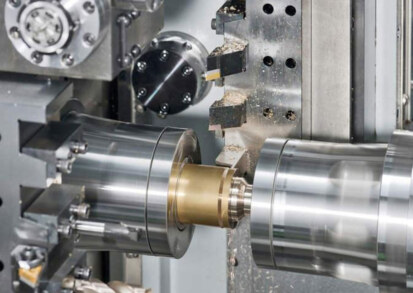
What Is Swiss Machining?
Because the structure of Swiss Machine is different from traditional CNC lathes, the machining efficiency and machining accuracy of the core machine are higher than those of CNC lathes. The core walking machine adopts two-axis arrangement of tools. This design greatly saves the processing cycle timeRead more
Because the structure of Swiss Machine is different from traditional CNC lathes, the machining efficiency and machining accuracy of the core machine are higher than those of CNC lathes.
See lessThe core walking machine adopts two-axis arrangement of tools. This design greatly saves the processing cycle time. By shortening the tool exchange time between the gang tool and the opposed tool station, the function of multiple tool station overlap and thread chip effective axis movement overlap function is realized. , Direct spindle indexing function during secondary processing, shorten the actual idle time.
In the machining process of the spindle and the clamping part of the workpiece, the chip cutting tool has always played a very important role, and it provides a strong guarantee for constant machining accuracy.
From the point of view of the walking machine market, 38mm is its largest machining diameter, which gives Swiss Machine a great advantage in the precision shaft machining market.
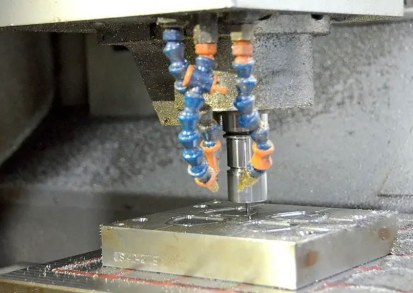
How to avoid chatter in machining
1. Check whether the gap at the guide rail of the worktable is too large, and adjust the wedge iron to make it normal. 2. Change the cutting direction of a workbench to eliminate the gap of the screw of the workbench. 3. Down milling should be used instead of up milling to reduce vibration caused byRead more
- 1. Check whether the gap at the guide rail of the worktable is too large, and adjust the wedge iron to make it normal.
- 2. Change the cutting direction of a workbench to eliminate the gap of the screw of the workbench.
- 3. Down milling should be used instead of up milling to reduce vibration caused by cutting impact.
- 4. Choose a reasonable knife depth.
See lesswhat tools are needed 80 lower for machining
Generally, tool compensation in CNC refers to the wear caused by the cutting tool during the cutting process, which forms a positive tolerance. Therefore, adding tool compensation in the CNC panel can only directly eliminate the wear recommendations and avoid re-tooling to save time. Theoretically sRead more
Generally, tool compensation in CNC refers to the wear caused by the cutting tool during the cutting process, which forms a positive tolerance. Therefore, adding tool compensation in the CNC panel can only directly eliminate the wear recommendations and avoid re-tooling to save time. Theoretically speaking, the tool will only wear out, the gap will become larger, and there will be no need to reduce the compensation value. Unless the tool is changed, it must be re-calibrated.
The original intention of tool compensation is to allow users to program without considering the size of the tool, but to program directly according to the contour size of the workpiece. Otherwise, the tool is always changing, the program needs to be constantly changed, and problems such as excessive before and after must also be considered.
Generally, tool compensation is divided into two parts:
1. Radius compensation
2. Length compensation
(1) When programming, it is regarded as the movement of a point to compile the movement trajectory. In fact, the tool always has a certain radius of the tool or the arc radius of the tool tip, so the movement trajectory of the tool position point during the contour processing of the part It is not the actual contour of the part. There is a tool radius difference between them. In order to make the motion path of the tool location point coincide with the actual contour, it must be offset by a tool radius. This offset is called tool radius compensation
(2) Tool length compensation is the tool position compensation for the tool tip to reach the programmed position.
See lessYou can refer to the relevant machine tool manual to set the relevant compensation in the parameters to ensure the accuracy of the processing.